

 English
English  Español
Español  Français
Français 
¿Qué es una PCB? Guía completa para la fabricación, el ensamblaje y el principio de funcionamiento de PCB
Contenido
- 1 ¿Qué es un PCB y ¿Cómo funciona?
- 2 Proceso de fabricación de PCB: cómo se fabrica una PCB
- 3 ¿Qué es el ensamblaje de PCB (PCBA)?
- 4 Pasos del proceso de ensamblaje de PCB: la secuencia completa
- 5 Selección y colocación de PCB: el núcleo de la automatización del ensamblaje SMT
- 6 Diseño y ensamblaje de PCB: cómo las decisiones de diseño afectan la fabricabilidad
- 7 Prototipo y ensamblaje de PCB: desde los archivos de diseño hasta la primera construcción
- 8 Ensamblaje y soldadura de PCB: métodos de reflujo, de onda y selectivos comparados
- 9 Cómo utilizar una placa PCB: pautas de integración, prueba y manejo
¿Qué es un PCB y ¿Cómo funciona?
A placa de circuito impreso (PCB) es un sustrato plano, rígido o flexible que soporta mecánicamente y conecta eléctricamente componentes electrónicos utilizando pistas, almohadillas y vías de cobre conductor grabadas o depositadas sobre y a través de capas de material aislante. Cada dispositivo electrónico (desde un teléfono inteligente hasta un controlador industrial y un instrumento médico) funciona porque sus componentes están interconectados por una PCB.
El funcionamiento de una PCB se puede entender en tres capas: el sustrato físico proporciona soporte mecánico y aislamiento eléctrico; el patrón de capa de cobre enruta señales eléctricas y energía entre puntos de conexión; y los componentes montados en la placa realizan las funciones electrónicas reales: amplificar señales, cambiar corriente, almacenar datos, procesar instrucciones o filtrar ruido.
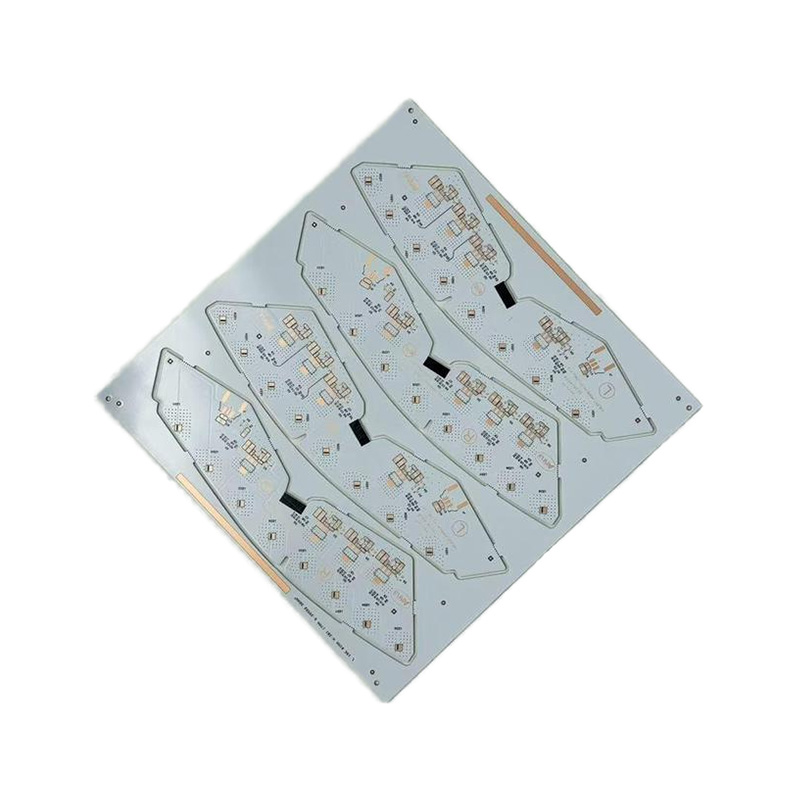
El material base de la mayoría de los PCB es Laminado epoxi de fibra de vidrio FR-4 — un tejido de vidrio impregnado con resina epoxi, prensado en láminas rígidas y revestido con una lámina de cobre en uno o ambos lados. FR-4 ofrece una combinación práctica de resistencia mecánica, aislamiento eléctrico, resistencia a las llamas y estabilidad dimensional que se adapta a la mayoría de aplicaciones comerciales e industriales. Los sustratos especiales incluyen laminados de alta frecuencia Rogers para placas de RF y microondas, poliimida (Kapton) para circuitos flexibles y placas con núcleo de aluminio o cobre con respaldo metálico para LED de alta potencia y aplicaciones de electrónica de potencia.
Los PCB se clasifican por su número de capas y construcción:
- PCB de una sola capa — rastros de cobre en un solo lado; Se utiliza en productos simples y de bajo costo, como fuentes de alimentación, controladores LED y productos electrónicos de consumo básicos.
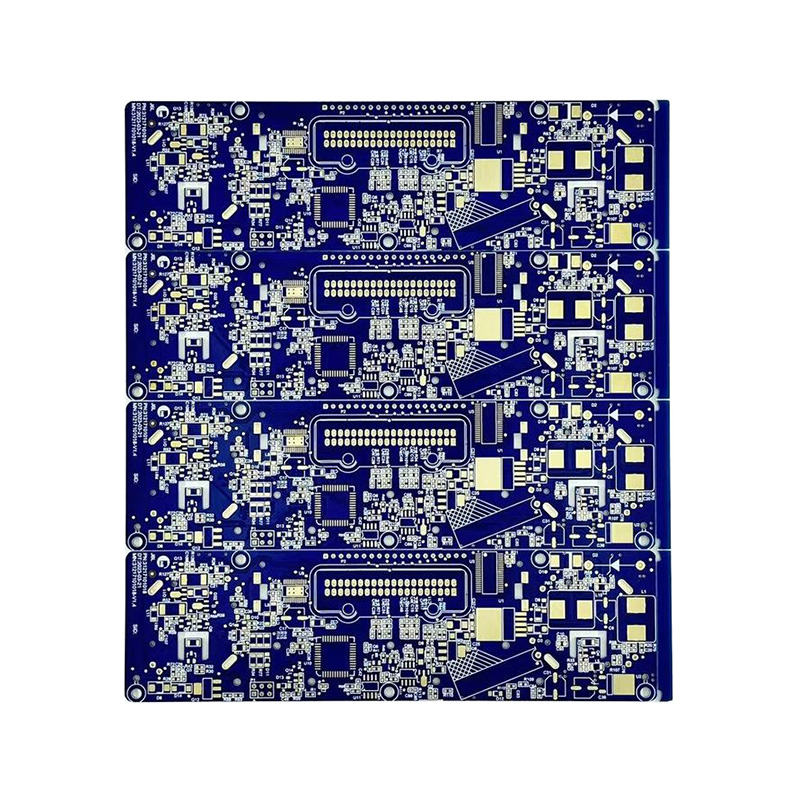
- PCB de doble capa — cobre en ambos lados, conectados mediante orificios pasantes chapados; El tipo más producido y que cubre la mayoría de aplicaciones industriales, automotrices y de electrónica de consumo.
- PCB multicapa — 4, 6, 8 o más capas de cobre laminadas entre sí con material aislante preimpregnado; se utiliza en diseños de alta densidad donde el número de componentes, la integridad de la señal y los requisitos de blindaje EMI superan lo que puede lograr el enrutamiento de dos capas; Los teléfonos inteligentes, los servidores y la electrónica aeroespacial suelen utilizar placas de 8 a 16 capas.
- PCB HDI (interconexión de alta densidad) — tableros multicapa con microvías (orificios perforados con láser de hasta 75 µm de diámetro), trazas de paso fino (menos de 100 µm) y vías enterradas o ciegas; permite la densidad extrema de componentes requerida en dispositivos móviles, dispositivos portátiles y aplicaciones de embalaje avanzadas
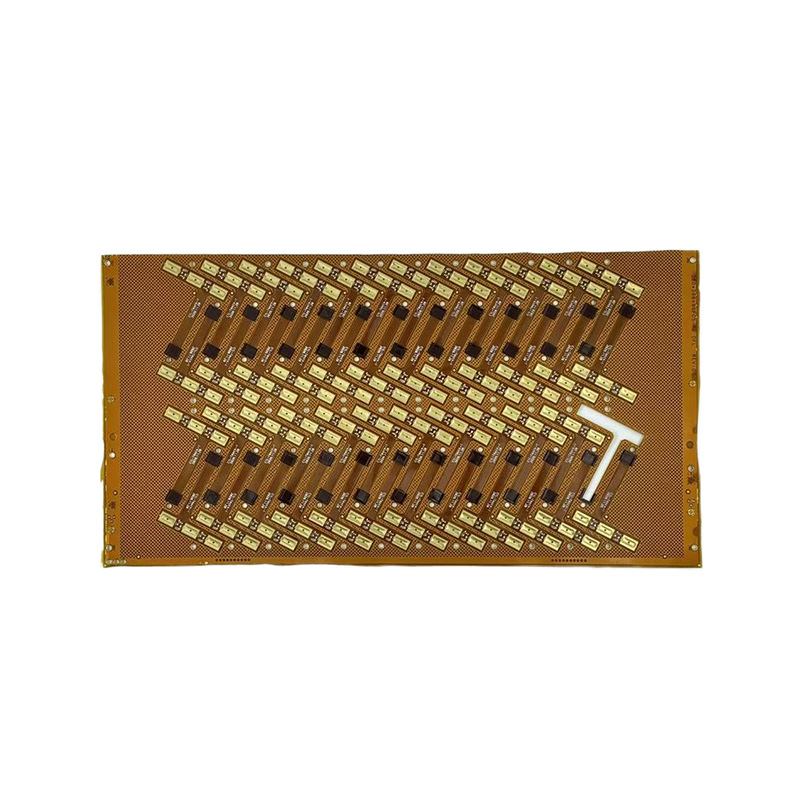
- PCB flexible y rígido-flex — circuitos a base de poliimida que se doblan o pliegan en configuraciones tridimensionales; utilizado en cámaras, implantes médicos, sensores aeroespaciales y cualquier aplicación donde el circuito deba ajustarse a una envoltura mecánica no plana
Proceso de fabricación de PCB: cómo se fabrica una PCB
fabricación de PCB (también llamado fabricación de PCB o fabricación de PCB) es el proceso de producir la placa desnuda antes de montar cualquier componente. Comienza con archivos de diseño y termina con un sustrato probado con patrón de cobre desnudo, listo para ensamblar. El proceso completo de fabricación de una PCB para una placa FR-4 estándar de doble cara sigue esta secuencia:
- Generación de archivos de diseño y revisión DFM. — el diseñador de PCB genera archivos Gerber (o formato ODB) que describen cada capa de cobre, máscara de soldadura, serigrafía, ubicaciones de perforación y contorno de la placa. El fabricante revisa estos archivos según las reglas de diseño para fabricación: ancho y espaciado mínimos de la traza, tamaño del anillo anular, relación de aspecto de los orificios perforados y eficiencia de utilización del panel.
- Imagen de capa interna (placas multicapa) — Los paneles laminados revestidos de cobre se recubren con una película seca fotosensible, se exponen a la luz ultravioleta a través de una película fototrazada o una herramienta de imágenes láser directa y se revelan para revelar el patrón del circuito. Luego, el cobre expuesto se elimina en un baño químico (normalmente cloruro cúprico o grabador amoniacal), dejando sólo el patrón de traza deseado. Luego se retira la capa protectora.
- Laminación (tableros multicapa) — Las capas internas de cobre se inspeccionan mediante inspección óptica automatizada (AOI) y luego se apilan en secuencia con láminas preimpregnadas (vidrio-epoxi parcialmente curado) entre ellas y una lámina exterior de cobre en la parte superior e inferior. La pila se presiona en una prensa hidráulica calentada a 175–200°C y 200–400 psi durante 60–120 minutos, fusionando todas las capas en un solo panel rígido.
- Perforación — Las perforadoras CNC equipadas con brocas helicoidales de carburo crean orificios pasantes para vías y cables de componentes. Las placas modernas de alta densidad utilizan perforación láser (láseres de CO₂ o UV-YAG) para microvías de menos de 150 µm. La precisión del registro de perforación es fundamental: la tolerancia posicional para la perforación de producción suele ser de ±75 µm o mejor.
- Deposición de cobre no electrolítica (PTH - orificio pasante revestido) — Se deposita químicamente una fina capa (1–3 µm) de cobre sobre todas las paredes de los orificios perforados y sobre las superficies laminadas desnudas. Esta capa de semilla conductora permite que el paso posterior de galvanoplastia acumule cobre en los orificios hasta el espesor de revestimiento especificado, generalmente 25 µm como mínimo en el cilindro para placas IPC Clase 2.
- Imagen y revestimiento de la capa exterior — las superficies exteriores de cobre se recubren con una película protectora seca, se toman imágenes y se revelan como con las capas internas. Se galvaniza cobre en los rieles expuestos y en las paredes del agujero. Luego se aplica un revestimiento de estaño o estaño-plomo como protector contra el ataque químico. Después de quitar la película seca, se elimina el cobre base no deseado y se elimina la resistencia al grabado de estaño, dejando el patrón de cobre final en las capas exteriores.
- Aplicación de máscara de soldadura — Se imprime una máscara de soldadura líquida fotoimagen (LPI) o se recubre con una cortina sobre toda la superficie del panel, luego se expone y se revela para abrir ventanas sobre las almohadillas mientras se cubren todos los rastros. La máscara de soldadura proporciona aislamiento eléctrico, protege el cobre de la oxidación y evita puentes de soldadura entre almohadillas adyacentes durante el ensamblaje. El color más común es el verde, aunque el negro, el azul, el rojo y el blanco son opciones estándar.
- Aplicación de acabado superficial — las almohadillas de cobre expuestas reciben un acabado superficial para evitar la oxidación y garantizar la soldabilidad. Las principales opciones de acabado son: HASL (nivelación de soldadura por aire caliente: la más económica, no adecuada para SMD de paso fino), ENIG (oro de inmersión de níquel electrolítico: plano, confiable, ampliamente utilizado para almohadillas BGA y de paso fino), OSP (conservador de soldabilidad orgánico: bajo costo, compatible con paso fino, ventana de reflujo única), ENEPIG (níquel electrolítico, paladio electrolítico, oro de inmersión: acabado premium para unión de cables y tecnología mixta) y plata de inmersión o estaño de inmersión.
- Impresión de serigrafía (leyenda) — los designadores de referencia, los contornos de los componentes, las marcas de polaridad, los logotipos y los identificadores de revisión se imprimen con inyección de tinta o serigrafía en la superficie de la placa sobre la máscara de soldadura curada.
- prueba electrica — la tabla desnuda se prueba en una máquina de sonda voladora o en un dispositivo especial de base de clavos que verifica la continuidad de todas las redes y la ausencia de cortocircuitos entre redes aisladas. IPC-9252 regula los requisitos de pruebas eléctricas para placas desnudas.
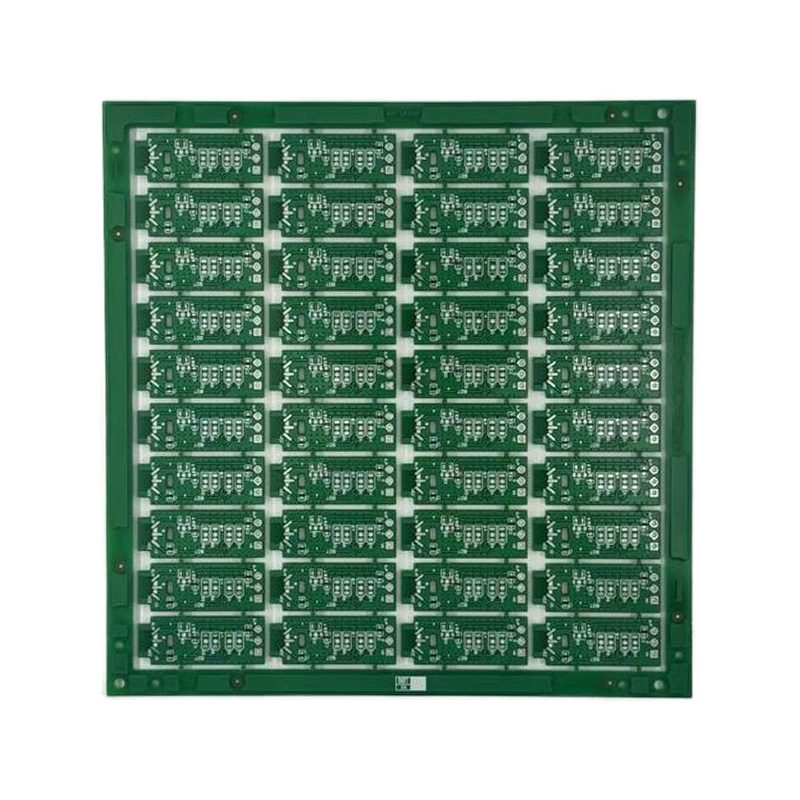
- Fresado, rayado y ranurado en V — los tableros individuales se enrutan desde el panel de producción utilizando máquinas fresadoras CNC o ranuradas en V (una ranura en forma de V cortada parcialmente a través del panel en ambos lados) para separarlas después del ensamblaje. El enrutamiento de pestañas con mousebites es estándar para formas de tablero irregulares.
¿Qué es el ensamblaje de PCB (PCBA)?
Conjunto de PCB (PCBA) es el proceso de llenar una PCB desnuda con componentes electrónicos y soldarlos en su lugar para crear una placa de circuito funcional. La distinción entre fabricación de PCB y ensamblaje de PCB es fundamental: la fabricación produce la placa; El montaje coloca y conecta los componentes. un PCBA (conjunto de placa de circuito impreso) es la unidad completa (placa más componentes más uniones soldadas) lista para su integración en un producto o para la prueba final.
El ensamblaje de PCB moderno abarca tres tecnologías de conexión de componentes principales, que frecuentemente se combinan en la misma placa:
- SMT (tecnología de montaje en superficie) — Los componentes sin cables o con cables muy cortos en forma de ala de gaviota o en forma de J se sueldan directamente a las almohadillas en la superficie de la placa. SMT permite una densidad de componentes muy alta y se procesa íntegramente mediante máquinas automatizadas. Más del 90% de los componentes de la electrónica moderna son del tipo SMT.
- THT (tecnología de orificio pasante) — componentes con conductores de alambre que pasan a través de orificios perforados y se sueldan en el lado opuesto. THT proporciona una fijación mecánica más fuerte que SMT y se conserva para conectores, condensadores grandes, transformadores y componentes sujetos a tensión mecánica.
- Tecnología mixta — la mayoría de las placas del mundo real combinan componentes SMT y THT, procesados en una secuencia definida: lado uno SMT → reflujo → volteo → lado dos SMT → reflujo → inserción THT → soldadura por ola o selectiva.
Pasos del proceso de ensamblaje de PCB: la secuencia completa
El proceso de montaje de PCB sigue una secuencia bien definida. Cada paso se rige por parámetros del proceso (espesor de la plantilla, viscosidad de la pasta, perfil de reflujo, temperatura de la soldadura por ola) que deben controlarse dentro de las especificaciones para lograr uniones de soldadura consistentes y confiables a tasas de producción en volumen.
- Impresión de pasta de soldadura — una plantilla de acero inoxidable o níquel con aberturas cortadas con láser correspondientes a cada almohadilla SMT se alinea sobre la PCB desnuda en una impresora de pantalla. Una hoja de escurridor fuerza la pasta de soldadura (una suspensión de polvo de aleación de estaño, plata, cobre o estaño y plomo en un vehículo fundente) a través de las aberturas hacia las almohadillas. El espesor de la plantilla (normalmente entre 100 y 150 µm) y las dimensiones de la apertura controlan el volumen de pasta depositada. El volumen constante de pasta es el mayor predictor de la calidad de la unión de soldadura posterior.
- Inspección de soldadura en pasta (SPI) — una máquina 3D SPI mide el volumen de pasta, la altura, el área de cobertura y el desplazamiento X-Y de cada almohadilla en el tablero inmediatamente después de la impresión. Los tableros con defectos en la pasta (puentes, volumen insuficiente o registro incorrecto) se rechazan o se reelaboran antes de colocar los componentes. SPI antes de la colocación previene el defecto mucho más costoso de los componentes desmontados o con uniones abiertas que se descubren después del reflujo.
- Colocación de componentes SMT (elegir y colocar) — Las máquinas automáticas de recogida y colocación retiran los componentes SMT de alimentadores de cinta y carrete, bandeja o tubo utilizando boquillas de vacío y los colocan sobre los depósitos de pasta de soldadura a alta velocidad. Los modernos disparadores de chips de alta velocidad alcanzan tasas de colocación de 50 000 a 100 000 componentes por hora para pasivos pequeños; Los cabezales de colocación de precisión para circuitos integrados, BGA y QFN de paso fino funcionan a velocidades más bajas con sistemas de alineación guiados por visión que logran una precisión de colocación de ±25 µm.
- soldadura por reflujo — la placa poblada pasa a través de un horno de reflujo multizona sobre un transportador. El perfil de temperatura del horno (rampa de precalentamiento, zona de remojo, pico de reflujo y velocidad de enfriamiento) está programado para activar el fundente, fundir la aleación de soldadura (temperatura máxima de 235 a 250 °C para SAC305 sin plomo o de 210 a 220 °C para Sn63Pb37 con plomo), humedecer las terminaciones de los componentes y las almohadillas de PCB y luego solidificarse en uniones metalúrgicas confiables. El reflujo en atmósfera de nitrógeno se utiliza para componentes sensibles a la oxidación y conjuntos de paso fino.
- Inspección óptica automatizada (AOI) — Los sistemas AOI 2D o 3D obtienen imágenes de cada componente y junta de soldadura en la placa refluida mediante luz estructurada, múltiples cámaras o triangulación láser. AOI verifica la presencia del componente, la polaridad, el valor (por banda de color o marca) y la forma de la junta de soldadura. La cobertura de defectos para sistemas AOI bien programados normalmente excede el 95% para defectos visibles; las juntas ocultas debajo de BGA y QFN requieren inspección por rayos X.
- Inserción de componentes a través del orificio — para placas con componentes THT, los cables axiales y radiales se insertan manualmente o mediante máquinas de inserción robóticas después del proceso de reflujo SMT. Los conectores, los condensadores electrolíticos de gran tamaño y los transformadores son los componentes THT más comunes en conjuntos de tecnología mixta.
- Soldadura por ola o soldadura selectiva — Las placas THT pasan sobre una onda de soldadura fundida (normalmente a 250–265 °C) que hace contacto con la parte inferior de la placa, mojando los cilindros de los orificios pasantes y formando filetes en los lados de los componentes y de la placa. Las máquinas de soldadura selectiva utilizan una boquilla o fuente en miniatura para soldar áreas específicas de orificios pasantes en placas donde el lado inferior lleva componentes SMT que no pueden exponerse a la onda completa.
- limpieza — Los residuos de fundente de los procesos de soldadura por reflujo y por ola se eliminan mediante sistemas de lavado acuoso en línea o por lotes, limpieza semiacuosa o desengrasado con vapor, según el tipo de fundente utilizado. Los conjuntos de fundente que no requieren limpieza pueden omitir este paso, pero la limpieza es obligatoria para los conjuntos médicos, aeroespaciales e industriales de alta confiabilidad.
- Montaje manual y retrabajo. — Los componentes que no se pueden colocar con una máquina (transformadores de cuerda manual, soportes de baterías, conectores de mazos de cables, pasadores de ajuste a presión y ciertos disipadores de calor grandes) se instalan manualmente. El ensamblaje manual parcial dentro de una línea que de otro modo sería automatizada es estándar para productos con tipos de componentes mixtos. El reprocesamiento de los defectos identificados se realiza utilizando estaciones de retrabajo de aire caliente, soldadores y equipos de reballing BGA.
- Revestimiento conformado (donde se especifique) — se aplica por pulverización, se dispensa selectivamente o se recubre por inmersión una capa protectora de polímero (acrílico, silicona, poliuretano o epoxi) sobre la PCBA completa para protegerla contra la humedad, el polvo, la corrosión química y la condensación. Requerido para electrónica automotriz, exterior, marina e industrial que opera en entornos hostiles.
- Prueba funcional y TIC — La prueba en circuito (ICT) utiliza un dispositivo de base de clavos para sondear los puntos de prueba en todos los ámbitos y verificar los valores de los componentes, la continuidad y la ausencia de cortocircuitos. La prueba funcional aplica señales de entrada y alimentación para verificar que la placa ensamblada realiza las funciones electrónicas previstas dentro de las especificaciones. Ambas etapas de prueba generan datos utilizados para el control y la trazabilidad del proceso.
Selección y colocación de PCB: el núcleo de la automatización del ensamblaje SMT
Recogida y colocación de PCB Las máquinas son el equipo central en cualquier línea de montaje SMT. Representan la mayor parte del costo de capital de la línea de ensamblaje y determinan directamente la velocidad, precisión y flexibilidad de la operación de producción. Comprender cómo funcionan las máquinas de recogida y colocación y cómo se especifican ayuda a los ingenieros y equipos de adquisiciones a adaptar la capacidad del equipo a los requisitos del producto.
Las máquinas de recogida y colocación funcionan utilizando uno o más cabezales de colocación montados en un pórtico X-Y o una estructura de torreta giratoria. Cada cabezal lleva una boquilla de aspiración del tamaño del componente que se está recogiendo. El sistema de visión de la máquina, generalmente una cámara iluminada desde abajo que mira hacia arriba, captura el componente después de la recolección para medir su posición y ángulo reales con respecto al centro de la boquilla, y compensa el desplazamiento de la recolección antes de colocar el componente en el tablero impreso en pasta.
Las categorías de máquinas reflejan el equilibrio entre velocidad y precisión de colocación:
- Tiradores de virutas de alta velocidad — cabezales giratorios de torreta con múltiples boquillas que colocan los componentes pasivos 0402, 0201 y 01005 a entre 50 000 y 120 000 CPH (componentes por hora); Precisión de colocación ±50–75 µm a 3σ
- Máquinas de colocación flexibles — múltiples cabezales controlados independientemente que manipulan componentes desde 01005 hasta 50×50 mm; 10 000 a 30 000 CPH; precisión ±25–50 µm a 3σ; el caballo de batalla para tableros de componentes mixtos
- Colocadores de precisión de alta precisión — máquinas dedicadas a CSP de paso fino, chips invertidos y componentes ópticos; 1000 a 5000 CPH; Precisión ±10–15 µm a 3σ con alineación activa
Alimentadores de componentes: alimentadores de cinta y carrete para componentes SMD en cinta portadora de 8, 12, 16 o 24 mm; bandejas de matriz para paquetes de circuitos integrados; y alimentadores de barra o tubo para componentes DIP y de estilo conector: determine la capacidad de variedad de componentes de la máquina. Una línea de recogida y colocación bien configurada para una PCBA compleja puede ejecutar entre 100 y 200 posiciones de alimentador simultáneamente, con alertas automáticas de cambio de alimentador activadas por contadores de piezas bajas.
Diseño y ensamblaje de PCB: cómo las decisiones de diseño afectan la fabricabilidad
Diseño y montaje de PCB. son profundamente interdependientes. Las decisiones de diseño tomadas en el software EDA (dimensiones de las almohadillas, espaciado de los componentes, ubicación de las vías, ubicaciones fiduciales del panel, accesibilidad de los puntos de prueba) determinan directamente si la placa se puede ensamblar con los objetivos de rendimiento y costo, o si generará defectos crónicos y retrabajos en la línea de producción.
Los principios de diseño para ensamblaje (DFA) más impactantes que todo diseñador de PCB debería aplicar:
- Coherencia de la orientación de los componentes — alinear todos los componentes polarizados (condensadores, diodos, circuitos integrados) en la misma dirección reduce significativamente el tiempo de programación de la ubicación y el riesgo de error humano. Todos los indicadores del pin 1 del componente en una dirección de esquina es la convención de diseño más fácil de ensamblar.
- Espacio libre adecuado en el patio — Los estándares de patrones de terreno IPC-7351 definen los límites de los patios de los componentes. Violar el espacio libre del patio entre componentes adyacentes evita que la boquilla de recogida y colocación despeje los componentes vecinos y fuerza la colocación manual o soluciones alternativas en la secuencia de ensamblaje.
- marcas fiduciales — Se requieren un mínimo de tres fiduciales globales (círculos de cobre de 1 mm en aberturas transparentes de máscara de soldadura) en tres esquinas del panel y fiduciales locales adyacentes a los circuitos integrados y BGA de paso fino para un registro preciso de la visión artificial. La falta de fiduciales es una de las fallas más comunes en la interfaz de fabricación a ensamblaje.
- Evitar vía-in-pad — Colocar vías dentro de las almohadillas SMT hace que la soldadura se absorba por el cilindro de la vía durante el reflujo, privando a la unión de soldadura y creando conexiones abiertas o débiles. Cuando la vía en la plataforma es inevitable para la densidad de enrutamiento, la vía debe llenarse y taparse durante la fabricación de la PCB antes del ensamblaje.
- Ubicación del punto de prueba — la ubicación de almohadillas de prueba accesibles de 1 mm de diámetro mínimo para cada red en una cuadrícula de puntos de prueba dedicada permite una instalación TIC eficiente y reduce drásticamente las brechas de cobertura de pruebas funcionales.
Prototipo y ensamblaje de PCB: desde los archivos de diseño hasta la primera construcción
Prototipo y montaje de PCB Los servicios cierran la brecha entre el diseño completo y el producto validado y producible. La construcción de prototipos tiene un conjunto de prioridades diferente a la producción en volumen: el énfasis está en la velocidad hasta el primer artículo, la flexibilidad para manejar cambios de ingeniería y el acceso a los datos de proceso que informan las revisiones de diseño.
El proceso de prototipo de PCB normalmente sigue este cronograma para una placa FR-4 estándar de 4 capas:
- fabricación de PCB — 24 a 72 horas para la fabricación acelerada de prototipos; El plazo de entrega estándar es de 5 a 10 días hábiles. La mayoría de los fabricantes de prototipos ofrecen comprobaciones DFM en línea y cotizaciones instantáneas basadas en la carga de archivos Gerber.
- Adquisición de componentes - el camino crítico para la mayoría de los prototipos. Los circuitos integrados con plazos de entrega prolongados (FPGA, ASIC especializados, circuitos integrados de administración de energía) pueden requerir de 8 a 16 semanas desde el stock de distribución o el pedido de fábrica. Las construcciones de prototipos a menudo utilizan el inventario de ingeniería existente o aceptan sustituciones de pasivos no críticos para acelerar el cronograma de construcción.
- Asamblea — Las series de ensamblaje de prototipos (normalmente de 1 a 20 placas) se procesan en las mismas líneas SMT que la producción, pero sin la inversión completa en plantillas y accesorios. La impresión con plantilla se realiza con una plantilla enmarcada o una lámina sin marco tensada en un soporte universal; La programación de selección y colocación se realiza desde el archivo de coordenadas centroide/XY y la lista de materiales proporcionada con el paquete Gerber.
- Montaje manual parcial — las cantidades de prototipos a menudo incluyen componentes que aún no están en la cinta alimentadora (piezas sueltas en tiras cortadas, cantidades en bolsas y etiquetas o muestras de ingeniería), que requieren colocación manual. Los ensambladores de prototipos experimentados pueden colocar manualmente los componentes 0402 e incluso 0201 bajo el microscopio, y soldar manualmente paquetes QFP y QFN de paso fino, capacidades que distinguen una casa de prototipos capaz de una instalación de producción en volumen pura.
fabricación de PCBA en la etapa de prototipo también suele incluir elementos no estándar: conectores de batería, conectores FFC/FPC de interfaz de pantalla, separadores de ajuste a presión de carcasa y conectores coaxiales de RF, todos generalmente ensamblados a mano. La combinación de SMT automatizado y ensamblaje manual parcial para conectores, pantallas, baterías y carcasas especializadas es el modo estándar para prototipos y construcciones de producción de bajo volumen, y la mayoría de los fabricantes contratados estructuran sus servicios de prototipos para adaptarse a este flujo de trabajo mixto sin recargos premium.
Ensamblaje y soldadura de PCB: métodos de reflujo, de onda y selectivos comparados
La soldadura es el proceso de unión central en el ensamblaje de PCB, y el método seleccionado para cada tipo de unión tiene implicaciones importantes para la calidad de la unión, la tensión térmica de los componentes y el rendimiento del proceso. los tres principales Montaje y soldadura de PCB Cada uno de los métodos aborda diferentes tipos de componentes y configuraciones de placa.
| Método | Tipo de componente | Temperatura máxima | Rendimiento | Limitación clave |
|---|---|---|---|---|
| soldadura por reflujo | SMT (todos los tipos) | 235–250°C (sin plomo) | muy alto | Requiere impresión en pasta y recogida y colocación en sentido ascendente |
| soldadura por ola | THT, SMT inferior | 250–265°C | Alto | No se puede soldar SMT en la parte superior; sombra detrás de componentes altos |
| soldadura selectiva | THT en tablas mixtas | 260–270°C en la boquilla | Medio | Menor rendimiento que la onda; desgaste de la boquilla para áreas de alta densidad |
| soldadura manual | Retrabajo, conectores, cables. | Variable (punta 300–380°C) | Bajo | Calidad dependiente del operador; riesgo de estrés térmico en SMT adyacente |
El método de soldadura también determina las especificaciones de la aleación. SAC305 (96,5% estaño, 3% plata, 0,5% cobre) es la aleación sin plomo dominante para aplicaciones de reflujo y ondas en electrónica comercial: ofrece un punto de fusión de 217 °C, buenas propiedades mecánicas y compatibilidad con la mayoría de los acabados de superficie de PCB. Sn63Pb37 La soldadura eutéctica (punto de fusión de 183 °C) sigue utilizándose para electrónica militar, aeroespacial y médica heredada bajo las exenciones de RoHS, donde su resistencia superior a la fatiga térmica y su menor temperatura de procesamiento se valoran por encima de las preocupaciones de cumplimiento ambiental.
Cómo utilizar una placa PCB: pautas de integración, prueba y manejo
Una vez que se entrega una PCBA, los procedimientos correctos de manipulación, integración y encendido inicial determinan si funciona según lo diseñado desde el primer uso. Las siguientes pautas se aplican a ingenieros, técnicos y desarrolladores de productos que trabajan con PCB ensamblados.
- Precauciones ESD — manipule siempre los PCBA en una estación de trabajo ESD conectada a tierra y con una muñequera. La lógica CMOS, los MOSFET y los componentes de RF pueden sufrir daños permanentes por eventos de descarga electrostática por debajo de 100 V, muy por debajo del umbral de la percepción humana. Guarde las placas en bolsas antiestáticas o espuma conductora cuando no las utilice.
- Inspección visual antes del encendido. — verifique que no haya puentes de soldadura visibles entre las almohadillas adyacentes, que no falten componentes, que no haya almohadillas agrietadas o levantadas y que no haya material extraño visible (bolas de soldadura, recortes de alambre) en la superficie de la placa. Una lupa de 10× o un microscopio digital son adecuados para la inspección inicial.
- Procedimiento de encendido inicial — aplique energía a través de un suministro de banco de corriente limitada establecido ligeramente por encima del consumo de corriente inactivo esperado de la placa. Un pico de corriente brusco durante el encendido, especialmente uno que activa el límite de corriente, indica un puente de soldadura o un componente en cortocircuito que debe ubicarse y corregirse antes del funcionamiento normal.
- Fuerzas de acoplamiento del conector — no fuerce los conectores. Los conectores de cinta FFC/FPC, los conectores de placa a placa y los conectores de E/S de paso fino se dañan fácilmente si se desalinean. Verifique la orientación del conector con la leyenda serigrafiada antes de acoplarlo.
- Gestión térmica — garantizar que cualquier disipador de calor, material de interfaz térmica o ruta de flujo de aire especificado en el diseño esté en su lugar antes de la operación sostenida. La utilización de semiconductores de potencia, reguladores de voltaje o amplificadores de RF sin sus disposiciones de gestión térmica excederá los límites de temperatura de las uniones en cuestión de segundos o minutos.
- Sensibilidad a la humedad — Los circuitos integrados con clasificaciones MSL (nivel de sensibilidad a la humedad) superiores a MSL-1 deben hornearse antes del reflujo si han estado expuestos a la humedad ambiental más allá de su ventana de vida útil. Esto se aplica a los procesos de ensamblaje, no al uso final; Los PCBA ensamblados no son sensibles a la humedad a temperaturas de funcionamiento normales.
Productos recomendados
-


Placa de PCB para pulverización de estaño de una sola cara
-

Placa de PCB OSP de una sola cara
-
PCB chapado en oro de doble cara
-
PCB pulverizado con estaño de cuatro capas
-
PCB OSP de doble cara
-
PCB OSP de un solo lado
-
Placa amplificadora a base de cobre integrada de 10 capas
-

Placa de cerámica
-
PCB flexible
-
PCB rígido-flexible
-

PCB negro de alta frecuencia
-
Placa de alta velocidad de doble cara
 CREEMOS EL FUTURO JUNTOS
CREEMOS EL FUTURO JUNTOS

Contáctenos en cualquier momento
Copyright © Anhui Hongxin Electronic Technology Co., Ltd. All Rights Reservado
Proveedores y fabricantes mayoristas de placas de circuitos impresos
![]()
